

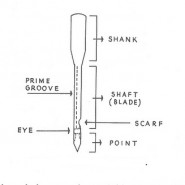
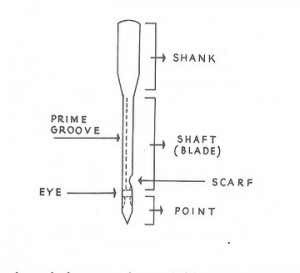
Shank:
Shank is the part of the needle which is inserted in to the needle bar of a machine. As the shank varies in shape, diameter and length, it is most important that the correct shank is used in each machine. For that purpose it is given a classification number.
Shoulder:
Shoulder strengthens the needle. It is gradual narrowing of the shank. Several needle now on the market have a supplementary shoulder which extends down to the eye of the needle for extra strength.
Butt:
Perfect sitting with needle bar, this is the end of the needle.
Blade:
Blade is the part of the needle that passes through the material. It has two grooves on opposite sides to one another: long & short.
The long groove starts at the shoulder and continues to the eye. It has two purposes
Long grooves: It helps guide the needle thread to the eye of the needle.
Short groove: It protects the thread which lies in this groove.
The short groove guides and holds the thread when the needle rises, thus forming a loop which is picked up by the hook.
Upper Stitching Needle for Sewing Machine
Point:
-Point includes the eye and the tip. The point penetrates the material, forming hole for the thread to pass through.
There are many types of needles, two main reasons why the correct selection is important:
- To produce a strong seam
- To obtain a good and correct appearance
Consider: Size, Finish, Eye, Point.
Size: The size of the needle depends largely on:
- The type of work being stitched.
- The type of the machine and thread being used.
Typical box of needles:
| (1575) 16×246
NR (80)12 |
| (1575) | catalogue number |
| l6×246 | Class number = type of machine |
| NR | Narrow wedge = point |
| (80) 12 | Size which must he within the class |
Finish
There are four main types of needle finishes:
- Standard
- Extra buff
- Nickel
- Chromium
Standard:
Needle having it standard finish will withstand speeds up to 2000 stitch per minute on light and medium weight cloth find, up to 1600 stitch per minute on light and medium leathers.
For higher speeds or for sewing materials which are more than the ordinary amount of friction, needles with special finished are recommended.
Extra Buff:
These needles are given an extra buffing operation which makes them more adaptable for special materials. Speed up to 1800 stitch per minute on light and medium material.
Nickel Finish
These needles are nickel plated and are given an extra buffing operation. Nickel plating gives needles a smoother surface than ordinary polishing and consequently reduces friction.
Nickel does not oxidize or turn blue from heat as readily as ordinary steel; therefore, a nickel pleated needle will stand up to much higher speeds than these with a regular finish. About 2,000 stitches per minute.
Chromium
Chromium plated needles offer less lubrication. This is the hardest surface of all finishes; therefore they are suitable to withstand severe operating conditions. They are strongly recommended for use on hard and closely woven material, also for materials containing a lot of dressing. Chromium is recommended for all leather and is the best finish for the smaller sized needles which are used in high speed machines at about 2,400 stitches per minute.
Eye:
This must he polished to a higher degree of smoothness to prevent the thread from breaking or fraying. It must be the correct size for the thread used. During stitching one piece of thread passes through the eye of the needle 20 or 30 times. The size of the eye is in direct relation to the shank and the thread should be chosen accordingly. To know if the eye is the correct size, thread the needle, hold the thread in a vertical position; if the needle drops down slowly but easily the thread is correct.
Point
The following are four fairly common examples of needle points;
Twist:
This needle perforates the material at an angle to the seam. The stitch produced is straight and slightly set into the material. 12 S.P.I. on heavy, dry and tough leathers.
The reverse twist is a variation of this needle point. This needle produces a well raised stitch and, therefore, would be useful for fancy stitch.
Narrow/ Cross point:
Cuts a hole in line with the seam, forms a stitch straight and deeply set into the material. 10 S.P.I. not used very much today.
Wedge point:
This is the most widely used of all needle points. This point, because of its shape, cuts across the line of stitching.
- Produces a slightly raised diagonal stitch.
- The Stitch produced is very strong and on soft heavy leathers a stitch length of l6 S.P.I can be obtained. For medium weight leather a narrow wedge can he used to obtain 20 S.P.I. and on very soft light weight material an extra narrow wedge which will produce good results at 24 S.P.I.
Round point:
This needle is particularly useful for stitching synthetic and fabric materials, because it does not cut a hole, but pushes the fibers apart.
The stitch produced lies flat and straight in the direction of the seam 18 S.P.I.
There is a variation of this needle point which is called round burring, which is a dulled round point. This needle is very suitable for automatic machines where the needle penetrates the same hole more than once, as it will not cut the previous stitches.
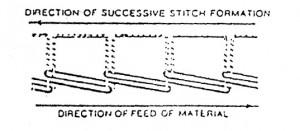
Stitch Formation
The value of a» sewing machine is determined by the quality of its stitching. Each stitch is a single unit in a series of thread arrangements continuously passed through the material and locked or interloped at uniformly spaced intervals.
To accomplish this stitching, each machine has its own variations of needle, lower thread carrying devices, thread take ups, feeding mechanisms, such regulators, presser wheels and material guides. These are co-ordinated through systems of shafts, cranks, links, cam gears, belts and other types of linkages.
The first step in the formation of all stitches is called penetration namely, the entrance and passage of the needle and thread through the material. A correct selection of the type of needle and thread in relation to the material being stitched is of primary importance in determining the quality and appearance of the stitching.
The second step in the production of all machine made stitches is the tendency of the needle thread loop. This step is always the same for every type of stitch regardless of the nature of the machine used.
Correct formation of the loop is dependent upon the tendency of the thread to bulge away from the needle-blade. This happens as the needle is withdrawn from the material after it has reached the lowest point of the stroke inertia and friction upon the needle thread cause it to loop.
The arrangement of threads above below and within the material is known as the conformation of the stitch. The third stage, in its formation.
The fourth stage in stitch formation is known as cast off. This occurs when the needle thread loop, after it has passed round the lower thread is freed from the lower stitch forming mechanism.
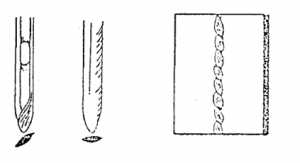
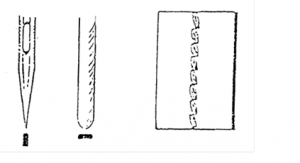
Lock Stitch:
To produce a lock stitch in a sewing machine, two separate threads are required. These are the upper or needle thread and the lower bobbin thread. The looking of the threads within the material is achieved by the needle thread passing completely around the source of the bobbin thread.
Lock Stitch
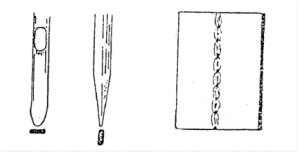
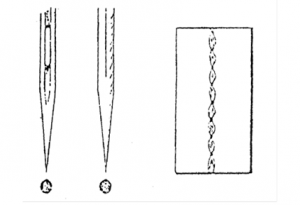
Two thread chain stitch
This formation is gaining favor in the footwear industry. It is used for joining together seams where elasticity and strength are required. Its main advantage is that it is as strong as a lock stitch but does not use a small bobbin to hold the bottom thread. The stitch can be unraveled, but not as easily as its single thread version. It is formed by a needle thread and lower or looper thread. These are laced together on the underside of the material to form a double chain.
Two thread chain stitch
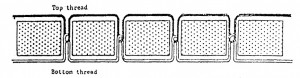
Single thread chain stitch:
The big advantage of this formation is that it needs only one thread. If heavy wax thread is used then the whole seam will be in heavy wax thread. In a lock stitch it is possible to have heavy thread as the needle thread but it is not practical to use it as the bobbin thread. Some type of footwear in particularly army boots, for the seams to be 100% heavy wax thread. Also army boots usually have three rows of stitching to join the vamps to the quarter. This is where the single thread chain stitch is used to advantage. If a lock stitch machine could be devised which used heavy wax thread both in the needle and bobbin threads, it could still only be used to produced two rows of stitching.

